文章来源:未知 上传时间:2016-03-31 浏览次数:
一、原理
PGM-48打磨车采用液压驱动走行,泵—马达闭式液压系统。全车共8个力士乐柱塞泵及16个柱塞马达,即1个泵带两个马达的模式。
二、安装、检查、调试时应注意的方法及安全事项
1. 确保液压管与回油管被清洗干净。
2. 检查所有的接头紧固无渗漏。
3. 重新为液压泵添加合适、适量的液压油。
4. 液压泵启动时确保所有球阀在打开状态。
三、调试方法
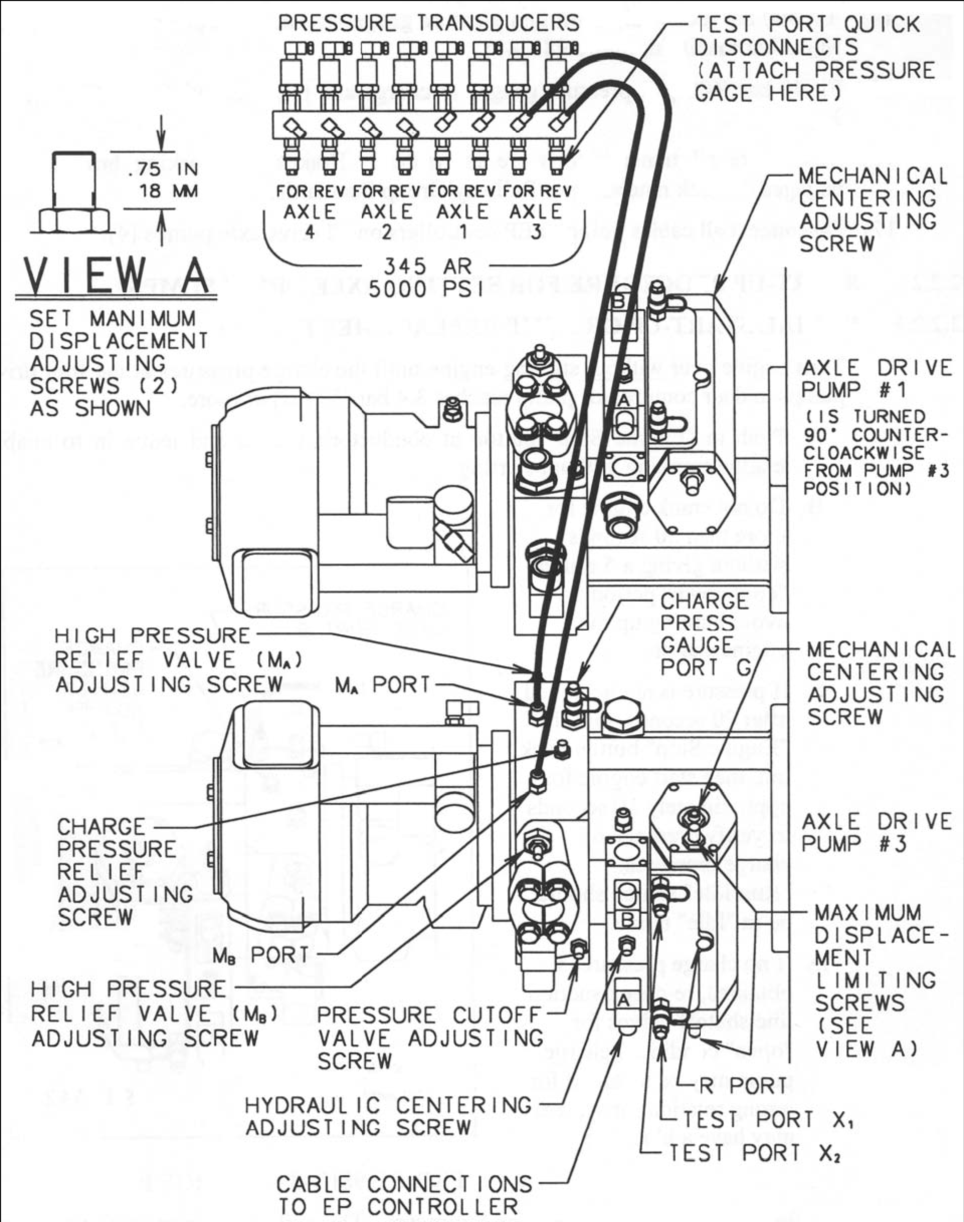
补油泵压力调整-参考图3-11
1. 完全旋松高压安全阀(MA和MB),然后分别旋紧一圈半。
2. 完全旋松进料与液压截止阀(断流阀),然后分别旋紧二圈。
3. MA和MB两个测试端口用于泵的检测,在这两个端口上各安装一初始值为1370kPa(6000PSI)的压力计。
4. 在负荷与控制电路的检测端口G1, X1和X2分别安装一初始值为4100kPa(600PSI)的压力计。
5. 确保所有的变速齿轮都位于空档位置,确保脚踏闸与停车制动已经开启。
6. 在全部四个驱动泵上标记出连接到了EP控制器(均衡电力控制器)的电缆,以确保电缆已经正确安装完成,然后取下连接到EP控制器的电缆。
7. 开启机器直至测试端口G1的充压压力计显示345kPa(50PSI)或以上值。
8. 如果20秒后仍然不能达到上述要求值(或以上),停止转动曲柄开关,拉出电动机急停开关,开启机器运行大约10秒,以检测充压压力是否存在。
9. 如果充压压力在开启机器10秒之后仍然不能得到(要求值),关闭电动机,调整补油压力调节螺钉,重复以上动作。
10. 开启机器,在idle RPM模式下运行5分钟,给系统充足的备料时间,将泵内部残余空气排出并注意机器不正常的杂音与漏油处。
图3-11
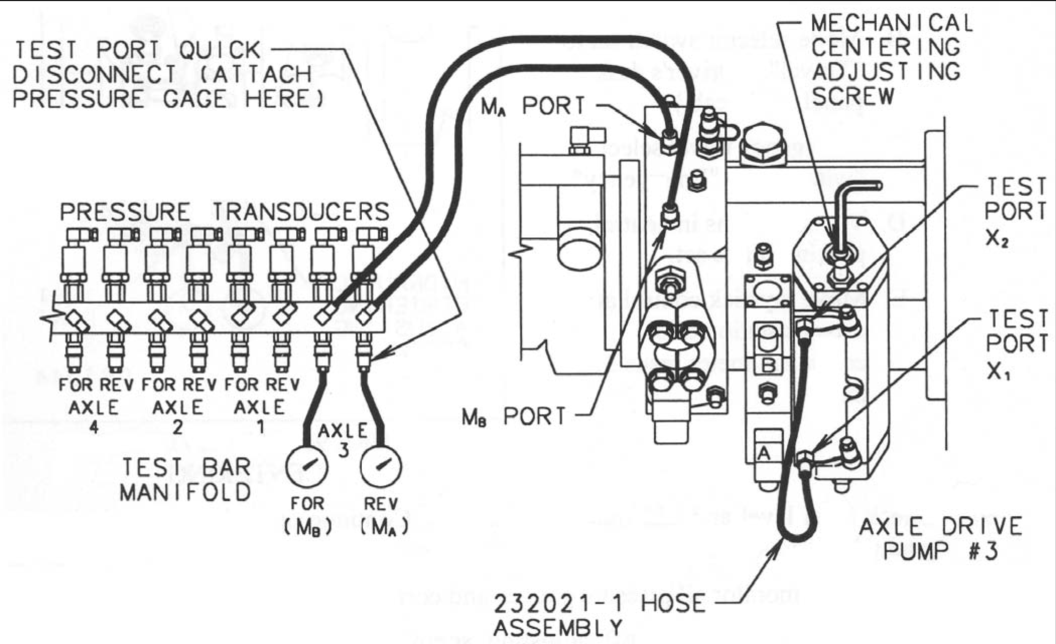
机械零点调整-参考图3-12
1. 开启机器在idle RPM模式下工作。
2. 使用带有快速切断接口的特殊软管,用来跨接测试端口X1和X2。
3. 观察在MA和MB两个测试端口安装的压力计,旋松在机械求心器调解螺钉上的锁紧螺母,旋转调节螺钉直至压力计读数稳定在100kPa(15PSI)之内。旋紧锁紧螺母
4. 取下跨接软管。
图3-12
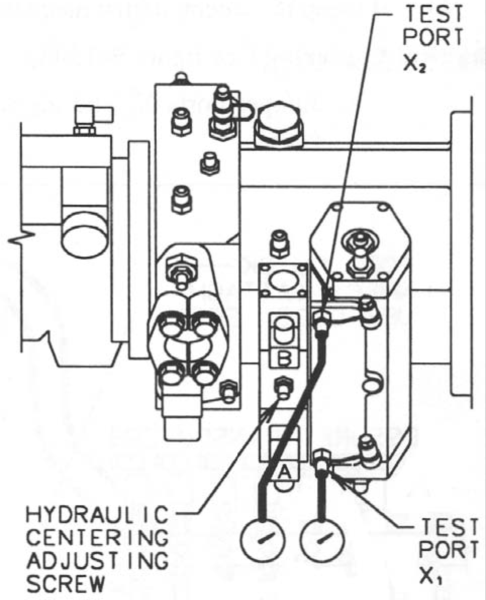
液压零点调整-参考图3-13
1. 在测试端口X1和X2处安装一初始值为4137kPa(600PSI)的压力计。
2. 旋松在液压求心器调解螺钉上的锁紧螺母,旋转调节螺钉直至压力计读数稳定在100kPa(15PSI)之内。旋紧锁紧螺母
3. 从测试端口上取下压力计。
图3-13
驱动泵高压设置-参考图3-14
重新连接EP控制器电缆,确保连接到正确控制器节点(已做记号)。
1. 主机在idle RPM模式下运行,开启Jupiter computer。
2. 确保所有的变速齿轮处于空档位置,确保脚踏闸与停车制动已经开启,按照Railway Group Standards(英国网络铁路公司标准)固定钢轨打磨机走行轮。
3. 向前推动驱动杆行程的20%,检测总电流表用来检测驱动泵,总电流表的读数应该在300mA左右。
4. 注意液压油箱中的液体位置,适当的添加液压油。
5. 继续操纵变速器,慢慢向前推动驱动杆直至全速(没有负荷),将驱动杆拉到空档位置然后慢慢推进至全速无负荷,这样可以排除残留在系统内部的气体。
6. 继续监控所有的气压计并处理(修复)异常情况。
7. 将驱动杆拉回空档位置。
8. 在控制触摸屏上,使用超越变速箱面板屏蔽所有变速箱——除了正在调试的驱动泵的变速箱。
9. 使用超越变速箱面板,将正在使用的变速箱调至高速档,不要按“退出(ESCAPE)”将这个面板从屏幕上移除,这样会将控制权移至调档面板。
10. 从所有的驱动泵上取下EP控制器电缆——除了正在调试的。
11. 在调节安全阀的时候,系统会产生大量的热,此时一定要小心液压泵空蚀(空化)现象的产生,所以要求调试时有两人同时在场,一人调试的同时另一人在现场监测,两人通过对讲机联系;不要过分前推驱动杆,紧紧能够启动系统并调试液压泵即为合适。
12. 将正在调试液压泵的液压切断(POR)调节螺钉完全旋紧。
13. 驱动泵的正反向液压安全设置为33095 kPa ± 483 kPa (4800PSI ± 70 PSI)。
14. 向前推动驱动杆行程的100%,同时助手在监测压力计的变化,注意连接到检测端口MB的压力计指数,然后拉回驱动杆至空档位置。
15. 向前推动驱动杆行程的100%,注意连接到检测端口MA的压力计指数,然后拉回驱动杆至空档位置。
16. 顺时针(逆时针)旋紧(旋松)高压卸压调节螺钉从而增(减)压,停止操作当压力稳定在33095 kPa ± 483 kPa (4800PSI ± 70 PSI)范围内。
17. 关闭电动机,取下所有的压力计,恢复EP控制器电缆的连接,确保连接到了正确的控制器结点(已做记号)。
18. 此时,钢轨打磨机可以在轨道上工作,个别操作时还可能显示系统中仍有残余气体,通过推拉驱动杆解决这一问题(残余气体排出)。通常在工作一小时后,系统内部将无残余气体,液压油箱的液面也没有气泡出现,此时,系统已经可以流畅运行。
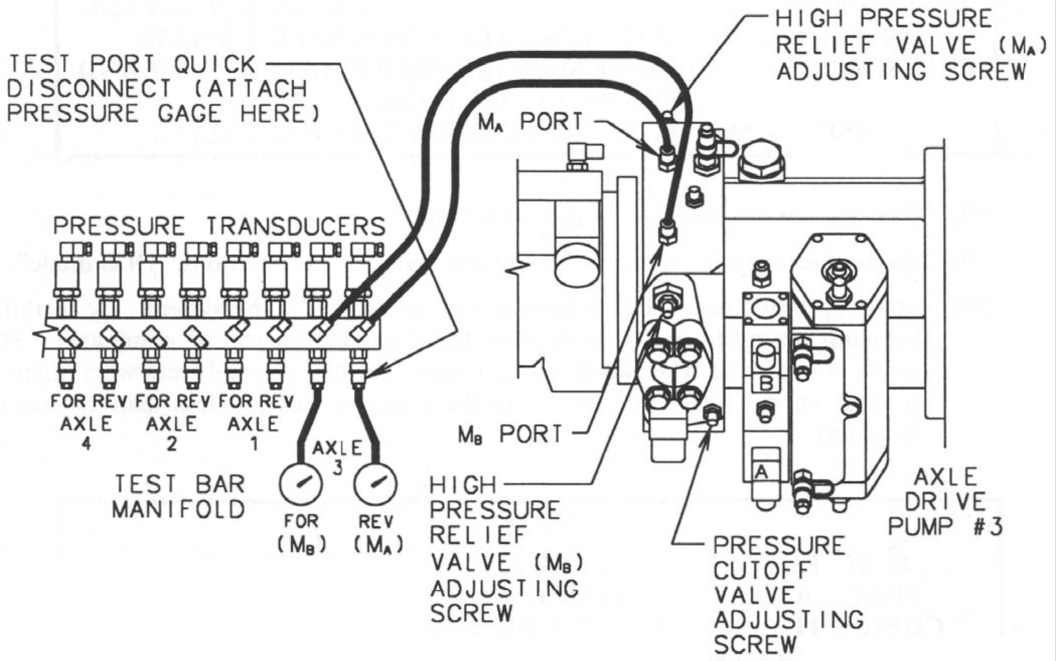
图3-14
注:本文根据PGM-48打磨车保养手册,结合我司相关工作经验整理而成
返 回